CMT
Cold Metal Transfer

Proces spawalniczy CMT Najbardziej zaawansowany typ odrywania kropli

Najwyższa prędkość spawania — niemal bez odprysków i przy minimalnej ilości ciepła wprowadzanego do spoiny
Części, które dotychczas były klejone lub lutowane, można spawać z wykorzystaniem procesu CMT (Cold Metal Transfer). Rewersyjny ruch drutu w procesie CMT rewolucjonizuje spawalnictwo i poszerza jego możliwości.
Drut spawalniczy poruszający się do przodu i do tyłu, czyli wykonujący ruch rewersyjny z częstotliwością do 170 Hz, pozwala uzyskać nadzwyczaj stabilny łuk spawalniczy. Pozwala to obniżyć o 33% ciepło wprowadzane do spoiny, przyspieszając spawanie niemal dwukrotnie w porównaniu do standardowego łuku zwarciowego.
Twoje korzyści
Mniej poprawek
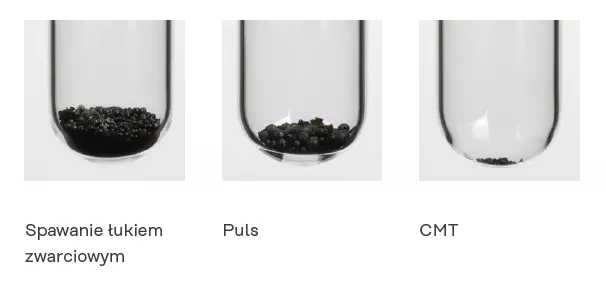
/ 99% mniej odprysków*
/ 33% mniejsze ciepło wprowadzane do spoiny minimalizuje odkształcenie blach
/ Idealne zajarzenie (SFI – Spatter-Free Ignition)
100% szybsze spawanie**
/ Jednolite wtopienie przy dużej prędkości spawania
/ Spawanie cienkich blach z dużą prędkością
Stabilny łuk spawalniczy
/ 100% spawanie CO2
/ Także przy stali o podwyższonej wytrzymałości
/ Odporność na zewnętrzne zakłócenia (zmiana wolnego wylotu drutu, stan powierzchni elementu spawanego)*
* w warunkach laboratoryjnych
** w porównaniu do standardowego łuku zwarciowegopliki do pobrania
Cechy szczególne CMT
Podczas spawania drut porusza się do przodu, a gdy tylko nastąpi zwarcie, jest ponownie cofany. W związku z tym sam łuk spawalniczy oddaje ciepło w fazie jarzenia tylko przez bardzo krótki czas. Rezultat: Przejście materiału bez odprysków. Łuk spawalniczy pozostaje stabilny, niezależnie od właściwości powierzchni elementu spawanego i od szybkości pracy spawacza. Dlatego technologię CMT można stosować wszędzie i w każdej pozycji.


Spawaniu przestają towarzyszyć odpryski spawalnicze, które wiążą się z koniecznością poprawek. Cofanie drutu w procesie CMT wspomaga odrywanie kropli w czasie zwarcia. Przez to ma ono bardziej kontrolowany przebieg, a przepływ prądu jest stosunkowo niski. Rezultat: przejście materiału niemal pozbawione odprysków.
* w porównaniu do standardowego łuku zwarciowego
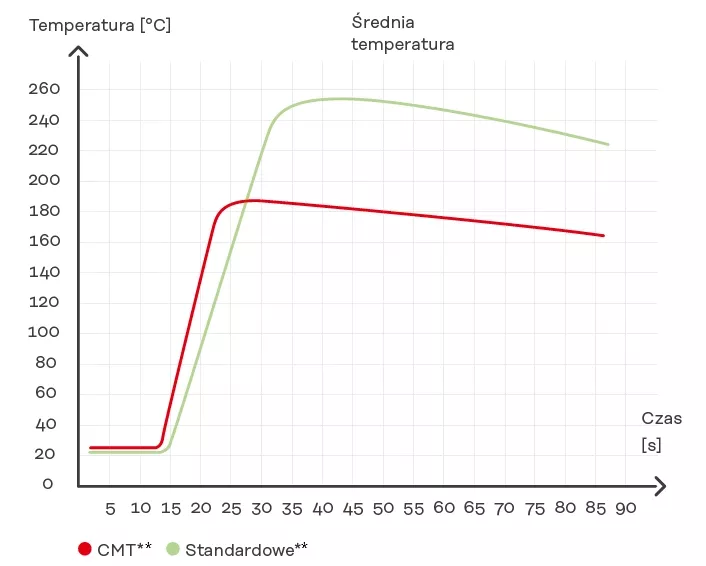
Ciepło wprowadzane do spoiny ograniczone do minimum: W momencie zwarcia w procesie CMT następuje wycofanie drutu. Dzięki temu łuk spawalniczy wprowadza ciepło do spoiny przez krótki, określony czas.
Rezultat: proces CMT umożliwia płynną regulację ciepła wprowadzanego do spoiny w całym zakresie temperatur. Poza tym możliwe są wyższe prędkości spawania, a zakres zastosowań jest szerszy przy zachowaniu maksymalnie wysokiej jakości.
* w porównaniu do standardowego łuku zwarciowego
**blacha stalowa 1,5 mm FW, PB; blacha stalowa 1,5 mm FW-TJ PB
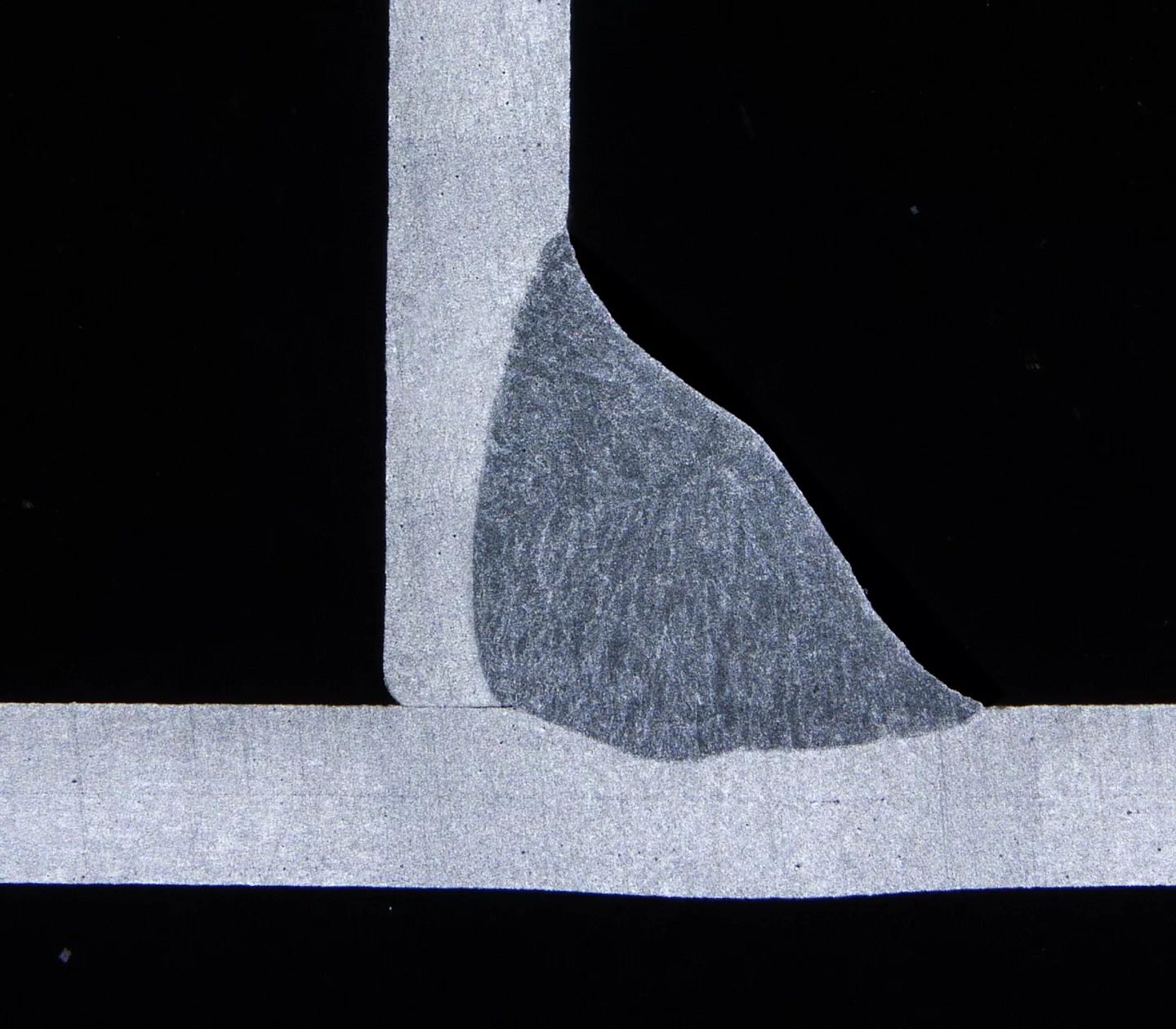
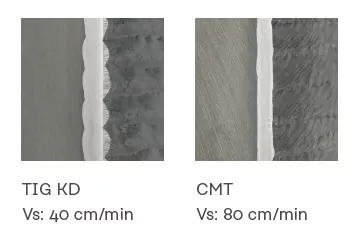
Wynik przy standardowym łuku zwarciowym**
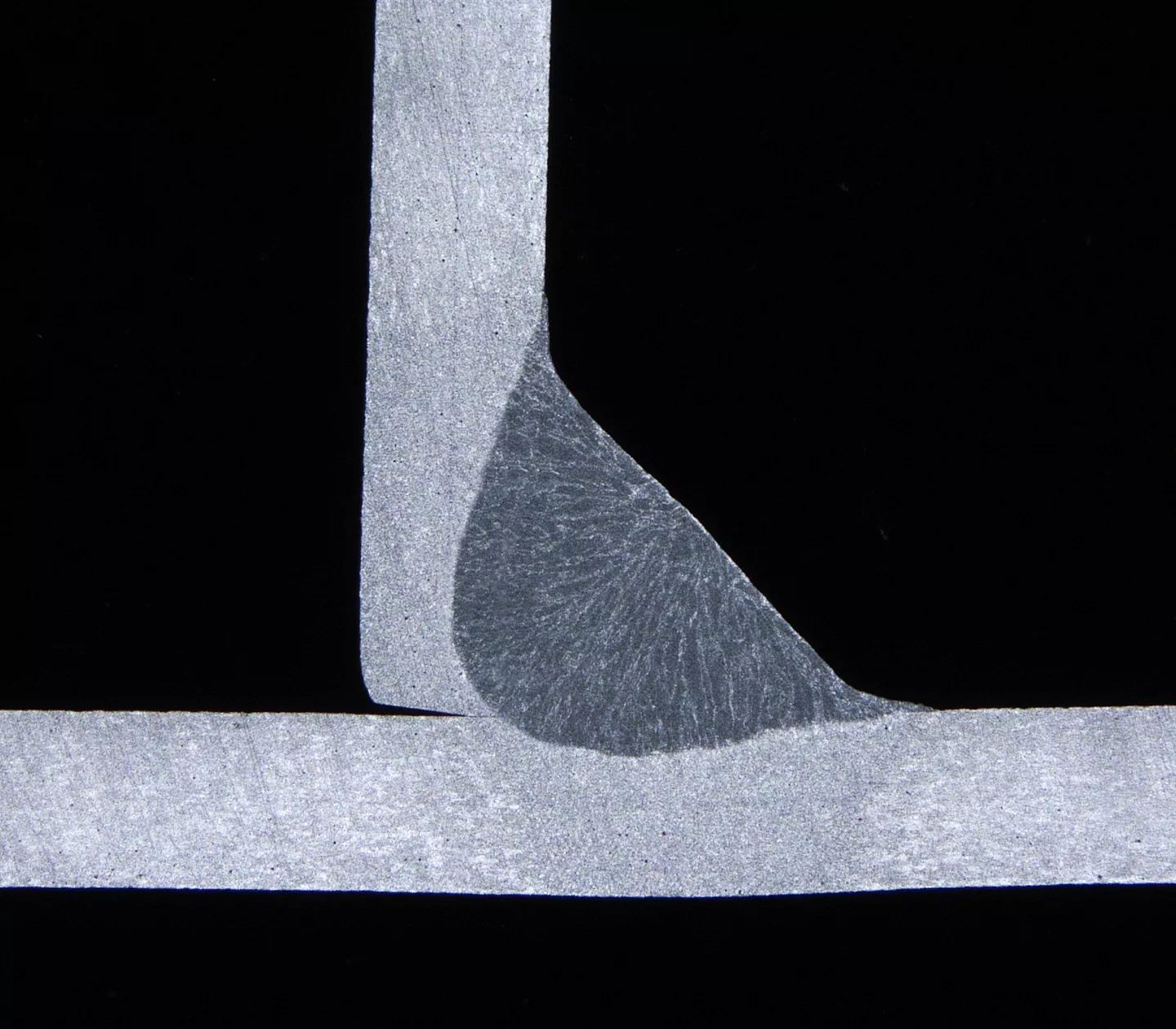
Wynik z CMT przy 2-krotnie wyższej prędkości**
* w porównaniu do standardowego łuku zwarciowego
** blacha stalowa 1,5 mm FW, PB; blacha stalowa 1,5 mm FW-TJ PB
Wyposażenie potrzebne do CMT

Możliwości zastosowania
Podstawą procesu CMT jest najbardziej zaawansowany typ odrywania kropli. Możliwy dzięki rewersyjnemu ruchowi drutu.
/ Złącza spawane (zastosowania z CrNi, przemysł spożywczy)
/ Napawanie
/ Rapid Prototyping i Fronius Additive
/ Lutowanie, zwłaszcza przy wysokich wymaganiach dotyczących prędkości i stabilności procesu
/ Spawanie stali w osłonie 100% CO2
/ Warstwy graniowe spoin
/ Blachy cienkie i średniej grubości
/ Połączenia specjalne, jak np. miedź, stal z aluminium, tytan

Dzięki metodzie spawania CMT rocznie oszczędzamy kilkaset godzin dodatkowej pracy ręcznej. Wpływa to bardzo pozytywnie także na bilans ekonomiczny naszego zakładu.

Charakterystyki CMT
CMT AC
Zamiana polaryzacji drutu elektrodowego
Zauważalnie mniej ciepła wprowadzanego do spoiny przy jednakowej wydajności stapiania: w procesie CMT-AC osiąga się to przez ruch rewersyjny i zamianę polaryzacji drutu elektrodowego. Za pomocą parametrów korekcyjnych można z łatwością dopasować polaryzację dodatnią i ujemną, co zapewnia nadzwyczaj precyzyjną kontrolę nad ciepłem wprowadzanym do spoiny.
Proces CMT AC jest dostępny na platformie iWave AC/DC w pakiecie Multiprocess Pro.


Korzyści
/ CMT AC to proces MIG/MAG Fronius odznaczający się najniższym ciepłem wprowadzanym do spoiny
/ Bardzo dobre wypełnianie szczelin
/ Świetnie nadaje się do spawania addytywnego
/ Kontrola nad ciepłem wprowadzanym do spoiny z precyzją niezbędną w procesach produkcji addytywnej
/ Błyszczące spoiny ze względu na redukcję zawartości tlenku magnezu (przy wszystkich drutach AlMg)
/ Proces o najmniejszej ilości emisji dymu spawalniczego

CMT Cladding: 75% mniej mieszaniny materiału podstawowego i spoiwa
Przy konwencjonalnym napawaniu łuk spawalniczy stosunkowo mocno topi materiał podstawowy.
Wymieszanie materiału podstawowego z dodatkowym zmniejsza odporność warstwy napawanej na korozję. W przeciwieństwie do tego, metoda CMT wskutek bardzo niskiego ciepła wprowadzanego do spoiny powoduje jedynie niewielkie roztapianie materiału podstawowego. W wyniku tego, materiał podstawowy i napawany ulegają zmieszaniu metalurgicznemu w stopniu o nawet 75% mniejszym — a to zapewnia oszczędność na kosztach napawania.
 +50% prędkości spawania
+50% prędkości spawania
CMT Cycle Step
Spawacz może zatem tworzyć zgrzeiny o dowolnej wielkości i dokładnie je odtwarzać — jest to całkiem nowy poziom kontroli nad procesem spawania.
Typowe zastosowania
- Spoiny licowe z określoną łuskowatością
- Spawanie cienkich blach z pewnym zakresem tolerancji
- Napawanie cienkich blach
- Addytywne zastosowania spawalnicze
- Wspomaganie podczas sklejania przez określone odstępy (punkty dystansowe)
- Punkty mocowania dla połączeń klejonych
- Spawanie w dowolnej pozycji

Również ciepło wprowadzane do spoiny jest w przypadku Cycle Step minimalne i daje się łatwo kontrolować. Umożliwia to łączenie ze sobą nawet najcieńszych blach i jest przydatne w szczególności podczas spawania pozycyjnego z tolerancjami odstępu. Zaprogramowane cykle spawania zapewniają nienaganny wygląd spoin o wyraźnej łuskowatości, bez nadlewów lub odprysków. Cycle Step jest zatem idealnym rozwiązaniem do eksponowanych spoin.
Różnice
- Spawanie interwałowe to proces bazujący na czasie, w którym określono czas spawania oraz przerwy.
- CMT Cycle Step to proces, w którym liczone są odrywane krople — liczba cykli definiuje czas spawania, po którym następuje przerwa. Poza tym możliwe jest też zdefiniowanie cykli interwałowych.
Od czasu przejścia ze standardowego procesu MAG na CMT prawie wcale nie trzeba usuwać odprysków, dzięki czemu moi pracownicy mogą skoncentrować całą swoją uwagę na tym, na czym najbardziej zależy naszym zleceniodawcom z branży motoryzacyjnej: na jakości spoiny.
Spawanie aluminium z wykorzystaniem CMT
Inwestycja, która się opłaca
W przeliczeniu na pojedynczy element koszty można obniżyć nawet o 43%*. Oznacza to, że wyższe koszty inwestycji CMT amortyzują się w bardzo krótkim czasie.
* w odniesieniu do standardowego Welding Package
Możliwe jest spawanie cienkich blach (≤1 mm) z aluminium.
Niewielka ilość ciepła wprowadzanego do spoiny w przypadku metody CMT pozwala na zrezygnowanie z podkładki pod grań bez zapadania się spoiny.
Zalety
/ Ograniczenie kosztu inwestycji w cele spawalnicze: lepsze wykorzystanie czasu i możliwości produkcyjnych celi ze względu na wyższe prędkości spawania
/ Mniej poprawek i odpadów ze względu na stabilny proces i zredukowane powstawanie odprysków
/ Skrócenie czynności konserwacyjnych, ponieważ mniej odprysków oznacza mniej zabrudzeń
/ Mniejsze koszty gazu dzięki krótszemu czasowi spawania


CMT umożliwia wyższe prędkości spawania przy łączeniu najcieńszych blach aluminiowych




